Over its 90-year history, Muratec products have evolved significantly; and behind the evolution of these innovations are many products that are no longer known even to employees because next-generation developments in technology, shifting market trends, and changes in management visions led to their being phased out. But while evolution results in changes to shape, size and functions, Muratec engineers remain committed to providing products that please consumers.
Currently, the main products of the textile machinery business are VORTEX spinning machines and the automatic winders that handle the final spinning process. In the past, Muratec has also worked on looms (Jacquard machines, air jet looms) and synthetic fibers (take-up winders, draw texturing machines). If we unravel past challenges, we can see the mindset of "making the best product in the world" and a long history of taking on challenges with wisdom and a refusal to compromise.
(1) Twisting machine
"Twisting", which is a process of twisting the spun yarn to give it strength, is an important process before the yarn is placed onto the loom. Development of the Two-for-One Twister, a twisting machine capable of twisting yarn twice while the spindle rotates once, began in 1964 as a joint project, No.300*, with a major Japanese synthetic fiber manufacturer. The first machine exhibited at the International Textile Machinery Exhibition, ITMA (1967), which is still the largest exhibition in the industry, was a Two-for-One Twister. We followed this up with development of spun yarn, and released superior products one after another for half a century, boasting a total of 5.4 million spindles delivered. It was the main model of the textile machinery business until the 1990s. The entry of emerging countries, however, placed severe pressure on profitability that prompted the decision to withdraw from the segment in March 2015, which marked the end of production of twisters for industrial materials. Even after the end of production, the supply of parts continued, and the " No.310" for synthetic fibers and "No.363" for spun yarns, which can be called masterpieces, are still being used by many customers.
*For filament (synthetic fiber) yarns
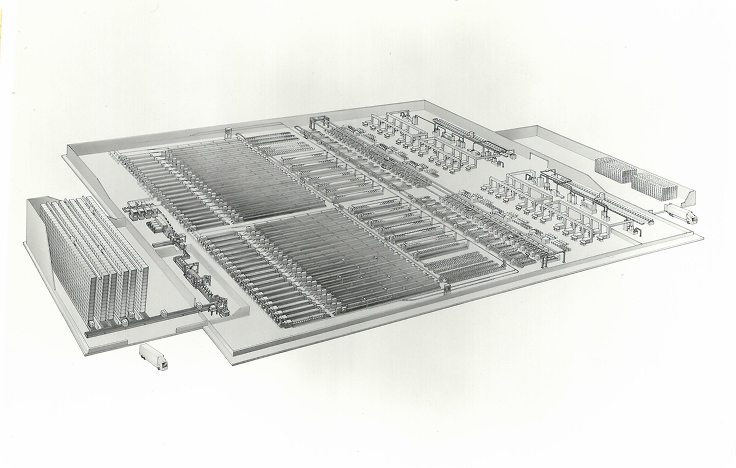
(2) Automated transport of materials and finished products
Spinning involves many processes, and a large amount of materials and finished products of various shapes are transported throughout the spinning mill. In the past, Muratec also took on the challenge of automating transportation of the entire factory and actively incorporated its own transportation technology. A large booth was set up at ITMA exhibitions from 1987 to 1995, at which we demonstrated a factory automation system designed to automatically transport containers (cans) for combed raw cotton slivers and finished yarn packages using "SKY-RAV" and Laser Guided Vehicles (LGVs) that use ceiling space. In addition, for the previous stage of the spinning process, we also took on the challenge of automating the "Cans Robot" with the aim of having it play three roles in one unit: kens transport, replacement, and sliver jointing (piecing). Although it has been withdrawn from use for transportation that connects processes, this experience is still passed down as an example of striving to develop variations of automation within the process.
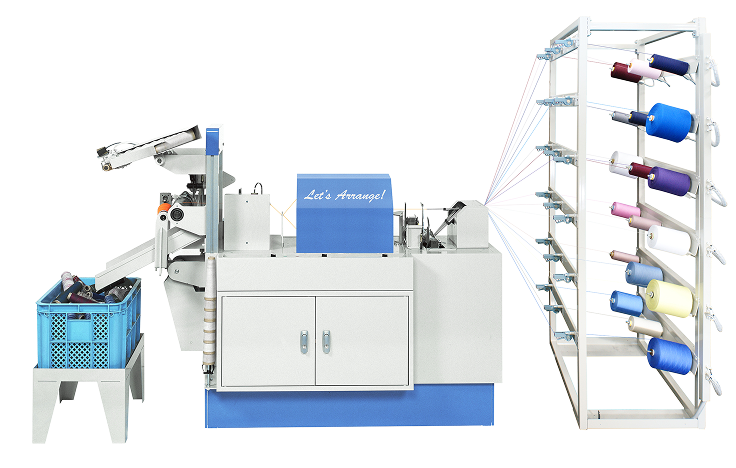
(3) Arrangement Winder
As consumer needs expanded and fabric production became more diverse with fewer lots, weaving factories had to prepare yarns of different colors, materials, and thicknesses, resulting in a large amount of residual yarn. In addition, the weaving process required manual replacement of yarn every time the color or pattern changed, which was especially burdensome for weaving factories with few employees. To respond to requests from customers facing these issues, we worked with a partner company to jointly develop an arrangement winder that applies splicer technology. The arrangement winder allows the creation of a package that connects leftover threads of different colors and thicknesses by patterning them from the color and pattern of the desired fabric. Using the yarn created with the arrangement winder made it possible to create a single piece of fabric of different colors and patterns without having to change the threads. Arrangement winders are mainly delivered to the Banshu area of Hyogo Prefecture, and have also been introduced to universities and research institutes. In 2005, this innovation was recognized with the "1st Monozukuri Japan Grand Prize Prime Minister's Award".
Logistics & Automation
The foundation of storage equipment (automated storage and retrieval system : AS/RSs) and transportation equipment (transportation vehicles), which are the fundamental elements of the logistics systems provided by the Logistics & Automation (L&A) Division, was established in the 1970s. During market expansion between the 1980s and 2000, the L&A Division handled the development of a range of specialized instruments and equipment.
(1) Computer Management System “MAICOS” (1975)
In 1975, Muratec launched a computer system for AS/RS named the Murata Automatic Information and Control System (MAICOS). MAICOS handles both crane control and inventory management; and the microcomputer controller and operating systems (OS) used for the inventory management terminal were also developed by Muratec. This was before the launch of Windows and other OS, when computer manufacturers were competing for the development of their own products. The production of microcomputers by a machinery manufacturer was unique.
With the rapid advancement in computers that followed, minicomputer software was developed to control large-size AS/RS, and computer software was developed to control small-size warehouse systems. Responding to the increasing need for automation and systematization for the management and operationsystems (ories and warehouses, Murata Systems, Ltd. was founded as a company specializing in software development. The warehouse management systems(WMS) it developed based on the above-mentioned systems have become a respected strongpoint of Muratec logistics systems.
For the creation and temporary storage of intermediate-product kits and at factories, the need for storage equipment capable of retrival in timely manner to meet production schedules increased. The old case-type AS/RS functions were inadequate; therefore, in 1982, Muratec launched its “BUCKET RUNNER” with an automated rotating carousel that made it possible to capture and deliver intermediate products to the picking area. Previous to its introduction, all racks rotated at the same time. However, to meet the requirement for higher capability, it was improved to enable each rack to turn seperately. At the same time, a continuous lifter system capable of high-speed loading and unloading in 4.5 sec/time was developed. While it had been extremely difficult to develop a control system capable of dispensing items at high speed after setting the dispensing order, the BUCKET RUNNER provided a very effective solution.
After peak production in the late 1980s, case-type AS/RS crane capability was improved, and large-size systems combining case-type AS/RS, conveyors and sorters became the standard, and production of the BUCKET RUNNER ended in 1995.
In response to the lack of manpower at logistics centers, Goods-to-Person (GTP) solutions became a focus in material handling systems development. However, the BUCKET RUNNER was thought to have achieved GTP well ahead of its time, and the orderly dispensing and traceability know-how used in the development of the BUCKET RUNNER control system are still being used today.
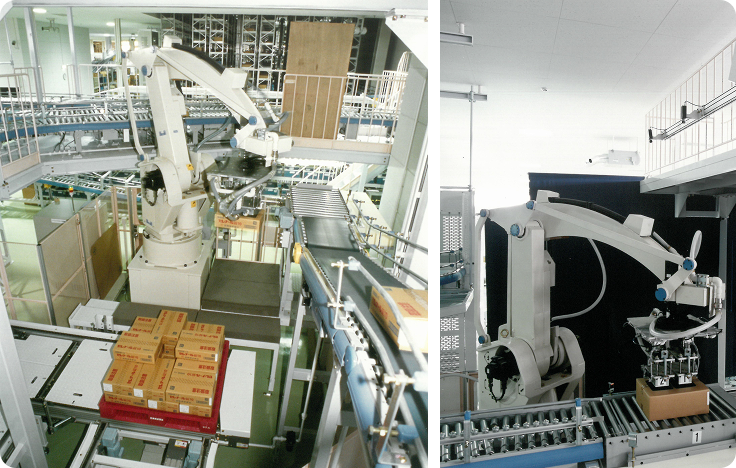
(3) Handling Robot (1982) and Image Recognition Camera System (1997)
Muratec’s “handling robots” for picking, loading and unloading were ahead of their time. The Robot Technology Division launched a hydraulic handling robot for heavy items in 1982, the first in Japan. While robots at that time were mainly equipped with electric motors and had limited weight capacities of only a few kilograms, Muratec’s handling robot series featured hydraulic power that could handle between 50 kg and 1 ton. The handling robot series was used to load and unload materials as light as Styrofoam in and out of processing equipment as well as for the conveyor transfer of large-size automotive components. These three-year projects gave the engineers valuable experience in the development of heavy-duty handling and highly accurate positioning equipment that they would apply to technological development to meet the large and heavy liquid crystal panel transfer needs of the Clean FA Division.
Handling robots were later replaced with products purchased from specialized manufacturers. However, in response to customer requests in 1997, Muratec developed a robot handling system equipped with a camera system capable of recognizing items. The system applied the thresholding method, image processing technology that recognizes the space between items using cameras positioned to cover two directions of view to create a monochrome image. Muratec succeeded in achieving light angle control to create even lighting conditions in the center, and technology designed to minimize noise caused by shadows and reflected light, for which Muratec acquired patents. However, in light of market conditions, Muratec transferred the technology to a specialized robot manufacturer, and discontinued in-house development. Muratec’s patented technology was pioneering. It paved the way for the development of robotics with image recognition systems implemented into material handling equipment, and remaining know-how is now being utilized in joint development with specialized partners and in the development of image recognition technology for AS/RS..
(4) Mechanical Multistory Parking Garage (1992)
Muratec strived to develop mechanical multistory parking garage systems utilizing its AS/RS technology. The mechanical-type system reduced waiting time for leaving with improved speed compared with regular gondola-type systems. In order to reduce vibration, noise, and running costs traditionally associated with stacker cranes for AS/RS, Muratec first implemented a traction-type elevator mechanism to ensure balance with loads and weights. Muratec installed a prototype multistory parking garage inside its 45-meter-high building “Dream Center,” which was built for experimentation of high-rise AS/RS at the Inuyama Plant.
In addition to the elevator mechanism, Muratec implemented other technologies not found in conventional products. The Geneva mechanism (intermittent rotation) was applied to achieve smooth start and stop of the turntable to realize safe, high-speed rotation. The functions, including the safety performance of the entrance space where people get on and off, the intuitively operable entering/exiting setting panel, and the control of the crane, were realized by PLC control.
After delivery, further development was discontinued due to economic recession in the real estate industry caused by the bankruptcy of sales agents and collapse of the bubble economy; however, the traction drive system was later applied to high-performance stacker cranes and the know-how to propose high-speed and energy-saving cranes remains.
(5) Steel Belt Sorter (2005)
In the 1990s, the demand for large delivery centers increased in the mail-order industry, and Muratec responded with the manufacture of case transportation and sorting equipment to handle containers and corrugated cardboard cases. One of these products was a steel belt sorter, which Muratec had first obtained from an overseas manufacturer to enhance logistics system processing capabilities. The steel belt sorter comprised a belt conveyer with a metal board and a diverter to push goods to a shoot that sorts into delivery directions. In 2005, Muratec succeeded in manufacturing a new steel belt sorter capable of handling 10,000 cases/hour (listed as 8,500 cases/hour in the catalogue), a rate that significantly exceeded the processing capability of competitors, and provided it to customers in the home-delivery industry. Then in 2012, Muratec implemented cross belt sorters to further enhance capability and respond to requests for the handling of smaller items. Muratec developed a system combined with cross belt sorters and AS/RS for customers in the medical and pharmaceutical wholesale industries, and in the daily commodity wholesale industry.
Currently, logistics systems for cases and pieces of various sizes and shapes require high processing capacity. The technology cultivated in the development of equipment to accommodate case and piece handling has since been expanded into the development of products such as Uni-SHUTTLE HP, SHUTTLINER, and ALPHABOT.
The case and piece handling field is still in development, and the ability to propose systems that achieve the required capacity, rather than relying on the equipment itself, is becoming increasingly important. The know-how gained from in-house production of various transport and sorting equipment, including sorters, is being put to good use.
Clean FA
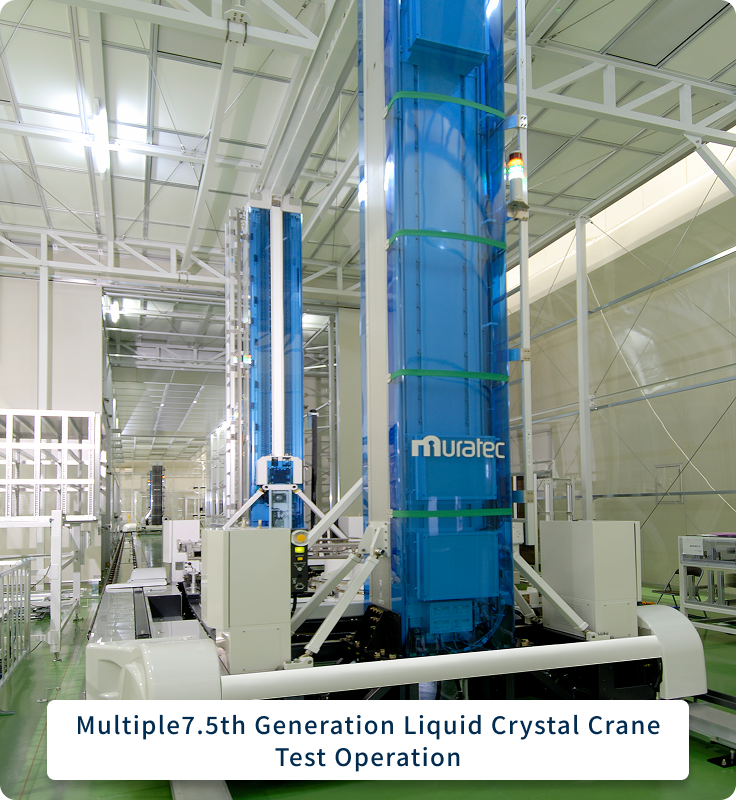
Liquid Crystal Display (LCD) Transportation Systems
The current Clean FA Business focuses on automation systems for semiconductor fab. However, automation systems for LCD panel plants were also a major pillar of the business.
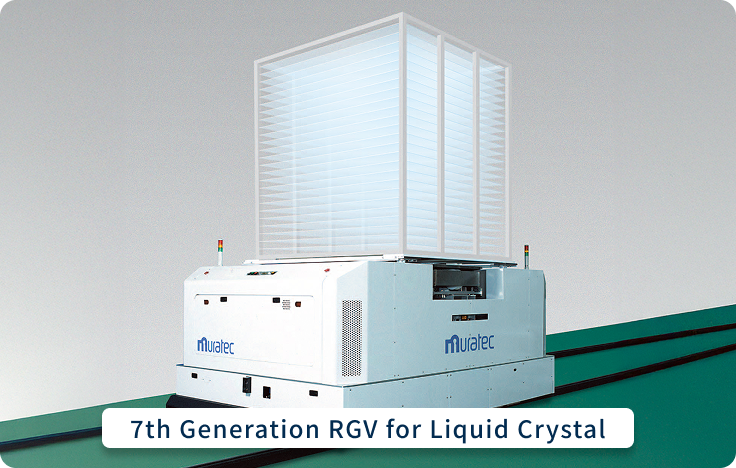
LCD panels were initially manufactured for electronic calculators and word processors; however, in the 1990s, application in computer monitors led to the start of mass production. In 1993, Muratec also developed automatic guided vehicles (AGV) for the transport of LCD panels. The leading-edge correction function that employed positioning plates and sensors during transfer was highly regarded, and orders for the system came in from major domestic manufacturers. The transportation vehicle was used for laser-guide vehicles (LGV), and overhead shuttles (OHS) were used for general logistics as well as AGVs.
Along with increases in the size of LCD TV from 2002, panel length and width increased to exceed one meter for the G5 and G6 generations. As the transportation and transfer inside giant stockers connected to manufacturing equipment, known an in-line system, had became standard, Muratec developed a dedicated carriage for LCD panel that reduced dust emissions through the application of AS/RS cranes of general environment. As panel sizes changed rapidly, we faced the challenge of having to design transport systems for different panel sizes for each customer. At peak production, which was for G8-generation panels with lengths and widths that exceeded two meters, plants and equipment became massive. The height of the crane masts reached eight meters, and the weight of the cassette loading panels to be transported was about 1.5 tons. Muratec strived to solve a wide range of technical issues such as the need for reduced weight and improved carriage drive capabilities, an electrical supply method for energy-saving, vibration control of the mast and transfer equipment, and running multiple units. The carriage used for LCD panels is an open cassette type that cannot be opened/closed different from those used for semiconductors, and the clean room required a higher degree of cleanliness than that required for semiconductors. In order to maintain the cleanliness of the entire stocker and each transport equipment, we performed optimization through airflow analysis and developed a new configuration in-house.
LCD panels produced by Japanese manufacturers ahead of companies in other countries and transportation system was also led by Japanese manufacturers. Muratec’s share of the transporting equipment exceeded 50% before the G5 generation when panel sizes began to increase in earnest. Subsequently, overseas manufacturers emerged, and domestic production struggled due to price differences caused by exchange rates. Muratec discontinued this business segment in 2013 to concentrate its resources on its semiconductor business. However, the technologies accumulated through LCD panel transportation became component technologies for the L&A business and semiconductor back-end processes.
Machine Tools
Machining Center
The Muratec Machine Tools Division is focused on lathes, by there was a time when the goal was to develop a machining center capable of milling, punching, and boring as pillar of its business.
Vertical Machining Center VS2 and Horizontal Machining Center HS2 (through technical cooperation with a German manufacturer)
In 1983, Muratec formed a technical tie-up with the German manufacturer, Norte, to launch production of vertical (VS2) and horizontal (HS2) machining centers (MC) for shipment to Norte. While Muratec was actually last to enter this essential market for major machine tool manufacturers, both the VS2 and HS2 attracted immediate attention in Japan for their high adaptability to lines with fixed tables and movable columns. Although Muratec’s collaboration with Norte was brief, the experience proved to be a major step toward the development of its own machining centers.
Small Machining Center HM4 (Muratec’s unique machining center for automotive parts)
In 1984, a domestic automobile manufacturer asked Muratec to develop a small machining center compatible with production lines to replace its transfer line, which was composed of multiple processing machines. Development required the incorporation of speed and flexibility as well as a wide variety of machining capabilities characteristic of machining centers to meet the needs of mass production lines.
Regarding speed, since the reduction of even one second at the time would cut costs by 20 million yen annually, reducing the time required to change tools (chip-to-chip) was a priority.
For the HM4, which was launched in 1985, Muratec asked an electronics manufacturer to develop a servomotor for the arm drive and spindle control of Muratec’s automatic tool changer (ATC). Control function included innovations such as a new programming language that enabled high-speed processing and 5.7-second chip-to-chip change, the world’s fastest at the time.
Following this, the tool magazine and ATC were integrated; and the HM4D, HM4S, HM4II, and MH5, which reduced tool changing time, were added to the lineup. For the HM4II, we developed a cam-type ATC with reference to the mechanism of textile machinery that achieve a reduction in chip-to-chip time to an impressive 4.5 seconds.
With total sales of more than 200 units, the outstanding HM series lineup delivered the diverse processing capabilities and high productivity that MCs required to meet the needs of the automotive parts industry and flexibly respond to diverse customer needs such as processing lines that incorporate special machines from other companies.
From MC to Lathe
Although the number of orders increased, the HM series required designing for each product, making it difficult to standardize design man-hours and achieve stable profitability. Adding to these challenges was the difficulty of maintaining accuracy due to the pallet transport on which the workpiece is loaded. In the end, it was withdrawn in 1996 when it was becoming necessary to focus more on twin spindle turning machines.
With the decision to withdraw, MC engineers shifted their attention to the development of lathes with a particular focus on the development of peripherals such as loader controls, external measuring equipment, cleaning equipment, positioning equipment, and tray changers. We repeatedly came up with innovative ideas, just as we had during MC development, and enhancement of peripheral equipment to meet various needs became one of Muratec’s major strengths.
In addition to the concept of "process split line production" that divides the machining process through the employment of multiple small MCs, a setup that was required by the automotive parts industry, it can be said that the establishment of a system capable of providing a variety of peripheral equipment in-house was the basis for the rise of turnkey systems centered on twin spindle turning machines.
Since then, the MW series of twin spindle turning machines, whose lineup began expanding from the introduction of the MW25 in 1984 along with a turnkey system that flexibly responds to customer requests, gained wide acceptance by the automotive parts industry with the total number of units in the series exceeding 10,000 units in 2013.
Communication Equipment
In the 1980s, after entering the fax business, the Communication Equipment Division took on the challenge of developing various products with the aim of advancing into new fields.
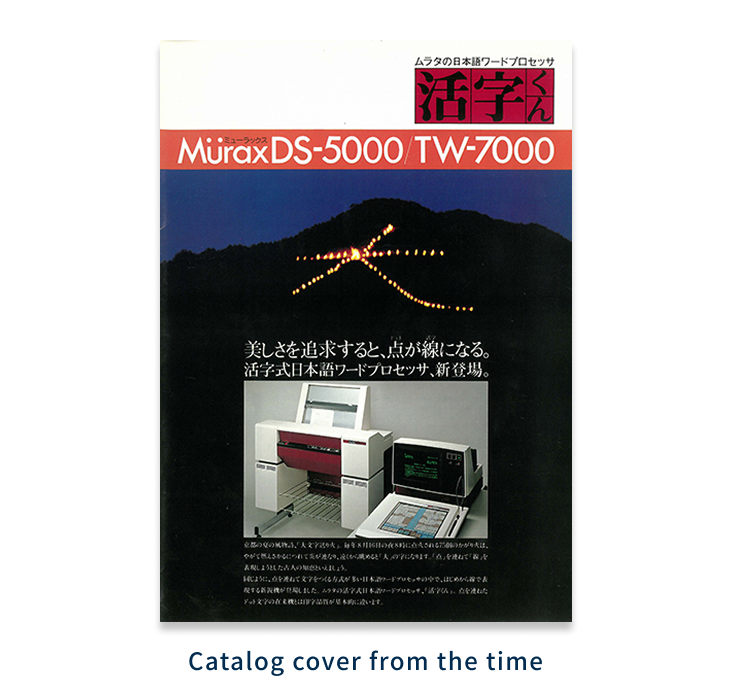
(1) Japanese word processor "Katsuji-kun” (“MüraxDS-500/TW-7000”) (1979 - 1982)
At that time, it was common to use a manual Japanese typewriter to create documents. These had a dial to select and print type; but the lack of an editing function made it inconvenient to use, and major electronics manufacturers were advancing rapidly in this field.
Hoping to enter the market, we teamed up with an American venture company that was developing a Japanese word processor.
"Katsuji-kun" debuted with the development of the "Mürax AT3000," an integrated input device and printer, and was later sold as a two-unit system consisting of an input device ("DS-5000") and a type impact printer ("TW-7000"). For input, a stylus was used to select from a tablet with an array of kanji, kana, alphanumeric characters, symbols, etc. The type-impact method (ink ribbon) was adopted for printing to achieve beautiful Japanese characters that mainstream dot printers at the time just couldn’t deliver.
In this method, an aluminum drum measuring about 150 mm in diameter and about 200 mm long is covered with a sheet of ultraviolet-cured resin that has 2,377 characters on it. An input device controls the drum’s rotation as well as left and right movement to select characters, which are then crimped onto paper and printed. For type that is not on the resin sheet, an external type area is set up to fit metal type for letterpress printing. A stepper motor and a rotary encoder are used to drive and position the drum in the direction of rotation, and a stepper motor and ball screw control the linear direction. It was actually the first time for the company to use a stepper motor. Instead of a ladder, it was equipped with a CPU from MOS Technology, Inc. to calculate the type, and controlled by software.
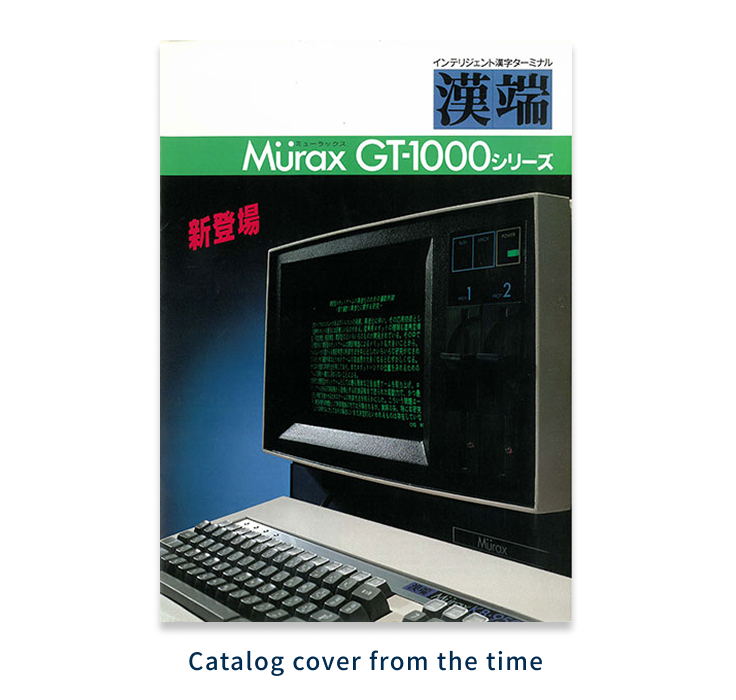
In addition, we developed the intelligent kanji terminal "Kantan" ("Mürax GT-1000 series") as an input device capable of converting characters into a database, calling up characters by entering a four-digit JIS code on the keyboard, and editing them on the display for use at universities and libraries.
"Katsuji-kun" gained popularity because of the high quality of the text it was capable of printing. However, improvements in the performance of dot printers and the quality of print, which had reached the level of type, along with other changes in the market such as advancements in kanji conversion made possible by software caused sales to stagnate. This prompted the decision to focus on the development of fax machines, which were in high demand at that time. The company withdrew from the market segment in late 1982, and the development team joined the facsimile division.
Software-based mechanical control technology and programming technology for controlling various electronic devices were applied to the in-house development of facsimile products that would later lead to the introduction of the immensely popular "M-1".
(2) Mobile phones (about 1991 – 1994)
Mobile phones appeared in the 1980s; and the race to develop smaller phones heated up around 1987, when NTT started service. Seeing significant potential, Muratec also started developing a mobile phone in collaboration with a wireless equipment company in Hachioji, Tokyo.
Muratec had been concentrating on improving a "wireless facsimile" for taxi radios that was being developed jointly with a partner company. As signals were unstable, however, and progress was slow, we shifted our focus to mobile phones, which were quickly gaining popularity.
Since development was already well underway by major electronics manufacturers in the domestic market, we targeted the American market by proceeding with development at "Murata Communication Research" near Dallas, Texas.
In 1991, the CT-50/MCT-200, an analogue/advanced mobile phone system (AMPS), which was the standard in the United States at the time, was released. Sales channels expanded to Thailand, Indonesia, Singapore, and other countries. In 1993, the company announced the CT-150, a dual analog/digital system, but launch was postponed and Muratec eventually withdrew from the segment.
After this, development of wireless products ceased until 1997, when Muratec introduced a "digital cordless system" that wirelessly connected the fax to on-site PHS. It was used in a variety of situations, such as hospitals sending prescriptions to pharmacies where pharmacies were separate from hospitals, and between factories and stone crushing sites.
Wireless technology has been passed down as a fundamental technology in the Communication Solutions Department, which was established in 2015 (later integrated into silex technology, Inc.), and the ICT&Control Development Headquarters (ICC), which was established in 2016. Today, the ICC contributes greatly to the differentiation of our products through support for the wireless products and equipment in each business unit.